Case Study: Naprawa uszkodzonego serwonapędu osi Y
Branża: Produkcja przemysłowa
Maszyna: Frezarka CNC
Problem: Awaria serwosilnika osi Y spowodowana uszkodzonym czujnikiem bazowania
Czas naprawy: 3 dni
Rezultat: Przywrócenie pełnej sprawności maszyny, wymiana serwonapędu, eliminacja przyczyny źródłowej
Wyzwanie: Nieoczekiwany przestój produkcji
Klient zgłosił awarię frezarki CNC – oś Y nie bazowała się prawidłowo, a maszyna wyświetlała błędy przeciążenia napędu. Problem pojawił się podczas rutynowej pracy, powodując ostatecznie całkowite zatrzymanie produkcji.
Objawy awarii:
- Problem z bazowaniem osi Y
- Komunikaty błędów przeciążenia serwonapędu
- Uniemożliwienie uruchomienia cyklu pracy maszyny
- Podejrzenie uszkodzenia układu sterowania
Maszyna stanęła w trakcie realizacji zamówienia, a każda godzina przestoju generowała straty finansowe. Klient potrzebował szybkiej diagnozy i natychmiastowej naprawy.
---Diagnoza: Efekt domina rozpoczęty od małej usterki
Przystąpiliśmy do szczegółowej diagnostyki. To, co początkowo wyglądało na awarię sterownika, okazało się klasycznym przykładem efektu domina – gdzie jedna mała usterka doprowadziła do poważniejszych uszkodzeń.
Krok 1: Identyfikacja przyczyny źródłowej
Podczas inspekcji mechanicznej odkryliśmy uszkodzony czujnik bazowania osi Y. Przewód czujnika został zerwany w wyniku nieprawidłowo założonego prowadnika przewodów.
Co się stało?
- Prowadnik przewodów został zamontowany w sposób powodujący nadmierne napięcie na przewodzie
- Podczas ruchu osi przewód był narażony na ciągłe zginanie i rozciąganie
- Po pewnym czasie eksploatacji doszło do mechanicznego zerwania przewodu
- Czujnik przestał wysyłać sygnał bazowania do sterownika

Zerwany przewód czujnika bazowania – efekt nieprawidłowo zamontowanego prowadnika kabli
Krok 2: Wykrycie uszkodzeń wtórnych
Problem nie ograniczył się tylko do czujnika. Brak sygnału bazowania spowodował, że sterownik kontynuował próby bazowania osi Y, co doprowadziło do przeciążenia serwonapędu.
Mechanizm uszkodzenia:
- Sterownik nie otrzymywał informacji o osiągnięciu pozycji bazowej
- Napędy osi Y próbowały kontynuować ruch mimo osiągnięcia końcówki skoku
- Doszło do wielokrotnych przeciążeń mechanicznych
- Jeden z dwóch serwosilników osi Y uległ uszkodzeniu
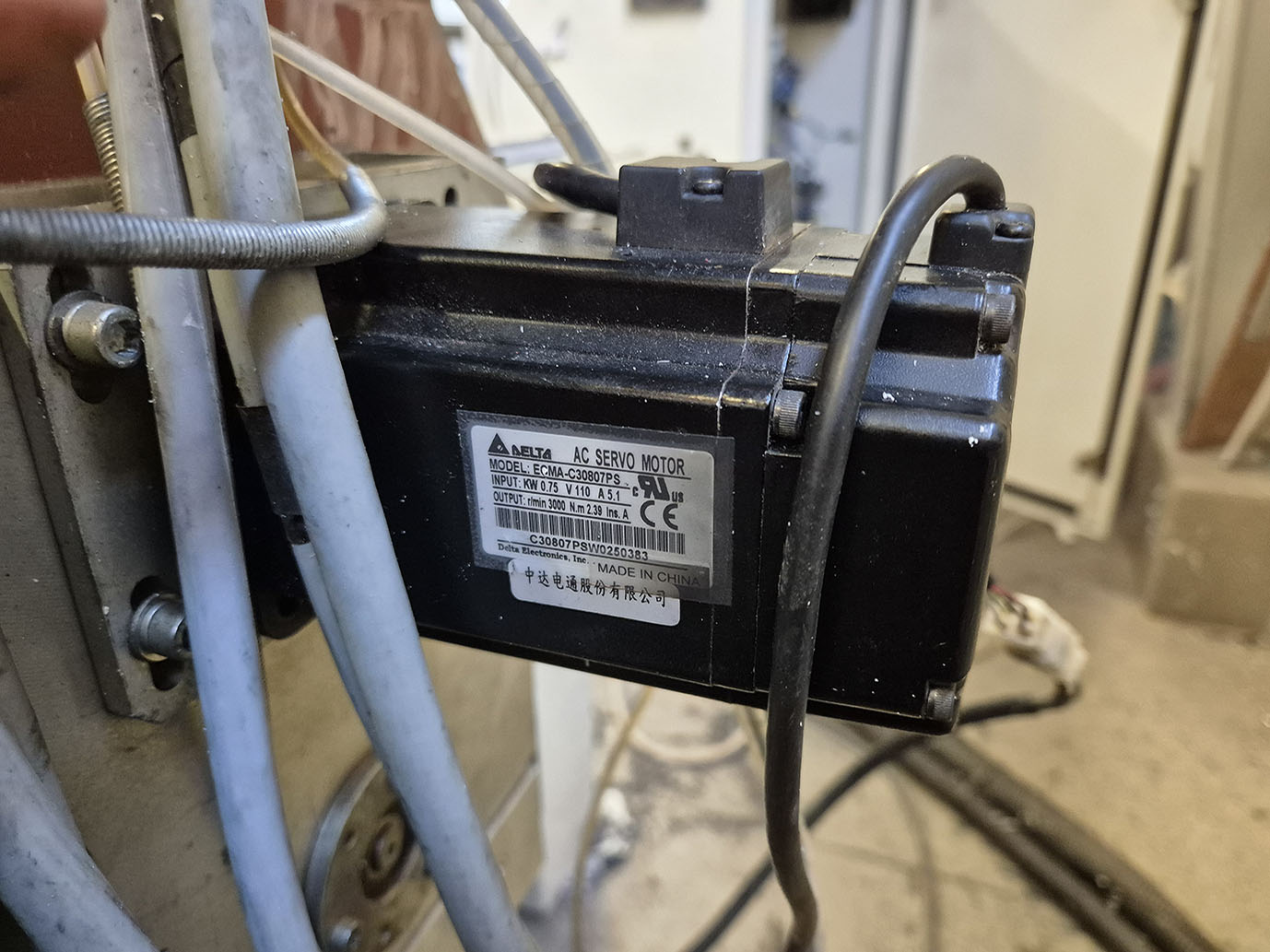
Uszkodzony serwosilnik marki Delta – efekt wielokrotnych przeciążeń podczas prób bazowania
Kluczowy wniosek: Gdyby operator zauważył problem z czujnikiem wcześniej i natychmiast zatrzymał maszynę, można by było uniknąć kosztownej wymiany serwonapędu. To pokazuje, jak ważne jest szybkie reagowanie na pierwsze sygnały nieprawidłowości.
---Rozwiązanie: Niestandardowa naprawa w warunkach ograniczonej dostępności części
Stanęliśmy przed wyzwaniem: uszkodzony serwosilnik marki Delta nie był dostępny w sprzedaży, a czas oczekiwania na zamiennik tego samego producenta wynosił ok. 2 tygodnie. Klient nie mógł czekać tak długo.
Strategia naprawy
Opracowaliśmy pragmatyczne rozwiązanie:
Etap 1: Naprawa czujnika bazowania
- Wymiana uszkodzonego przewodu czujnika
- Prawidłowe ułożenie i zabezpieczenie prowadnika przewodów
- Test poprawności działania czujnika
- Zabezpieczenie przed ponownym uszkodzeniem
Etap 2: Wymiana serwonapędu
Ze względu na długi czas oczekiwania na nowy serwonapęd Delta, zastosowaliśmy nietypowe, ale skuteczne rozwiązanie:
- Przeniesienie sprawnego serwonapędu z osi X na miejsce uszkodzonego silnika osi Y
- Oś Y ma wyższy priorytet (większe obciążenia, krytyczna dla produkcji)
- Wykorzystano istniejący, sprawny silnik marki Delta
- Zachowano kompatybilność z systemem sterowania
- Montaż serwonapędu Panasonic na osi X
- Dostępny silnik innej marki, ale o zbliżonych parametrach
- Konfiguracja sterownika pod nowy typ napędu
- Oś X ma mniejsze wymagania – idealna do testowania kompatybilności
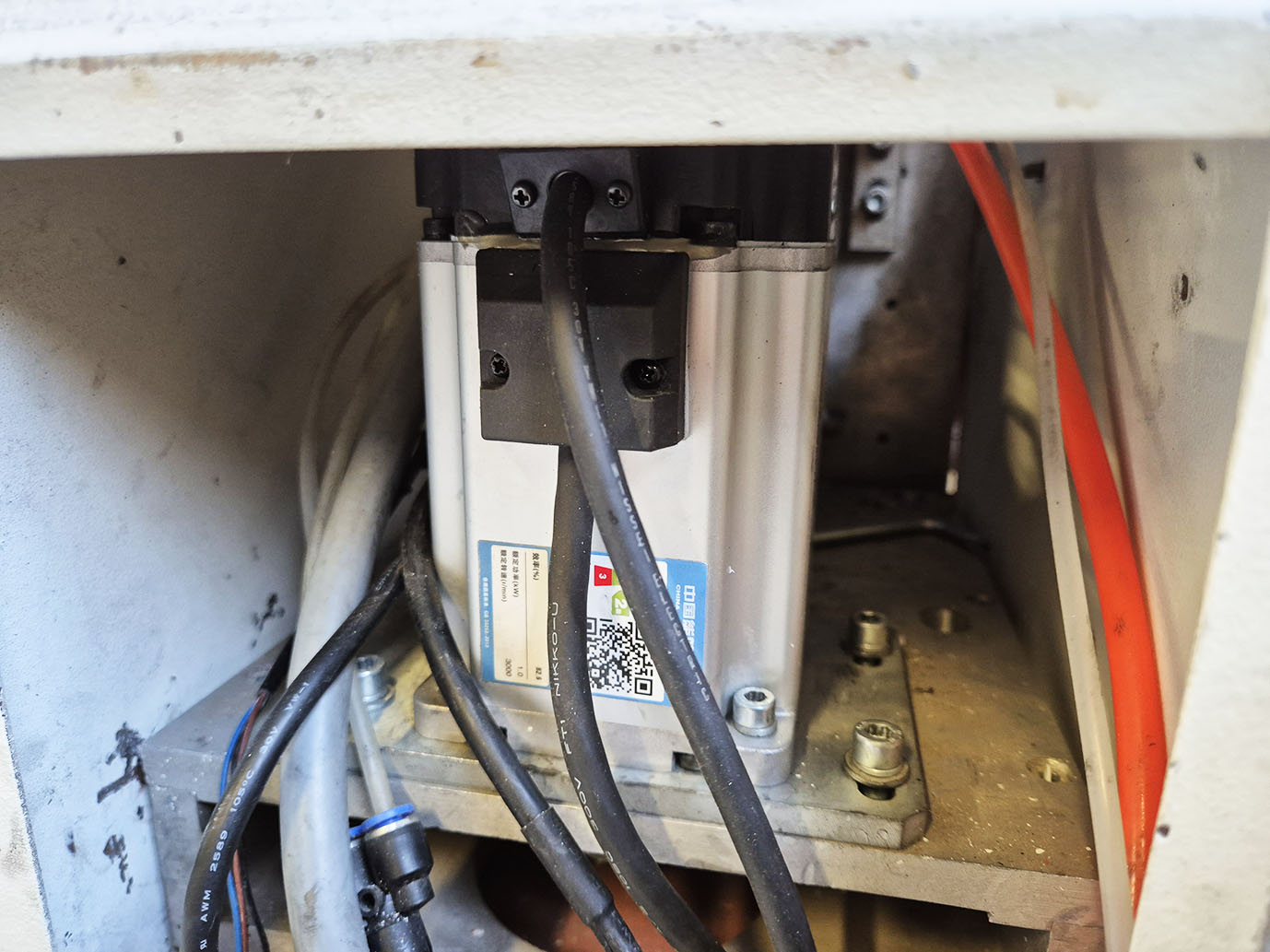
Serwosilnik Panasonic zamontowany na osi X – rozwiązanie hybrydowe pozwoliło na szybkie przywrócenie produkcji
Dlaczego takie rozwiązanie?
- ✅ Natychmiastowa dostępność – nie trzeba czekać na zamówienie
- ✅ Minimalizacja przestoju – naprawa w 3 dni zamiast w 2 do 3 tygodni
- ✅ Bezpieczeństwo – priorytetowa oś Y ma sprawdzony silnik
- ✅ Elastyczność – możliwość powrotu do jednolitej konfiguracji w przyszłości
Etap 3: Konfiguracja i testy
- Przeprogramowanie sterownika pod nowy układ napędów
- Kalibracja parametrów serwonapędu Panasonic
- Testy bazowania wszystkich osi
- Próby produkcyjne pod nadzorem technika
- Weryfikacja dokładności pozycjonowania
Rezultaty: Szybki powrót do produkcji
Efekty naprawy:
- ✅ Czas naprawy: 3 dni (zamiast 2-3 tygodni)
- ✅ Maszyna w pełni sprawna – wszystkie osie działają prawidłowo
- ✅ Eliminacja przyczyny źródłowej – prawidłowe poprowadzenie przewodów
- ✅ Minimalizacja strat – produkcja wznowiona w najkrótszym możliwym czasie
- ✅ Bezpieczeństwo systemu – priorytetowa oś Y ma niezawodny napęd
Oszczędności dla klienta:
- Uniknięcie 3 tygodni przestoju produkcji
- Zachowanie terminów realizacji zamówień
- Brak kar umownych za opóźnienia
- Minimalizacja kosztów awarii
Wnioski i rekomendacje
Ta awaria to klasyczny przykład tego, jak mała usterka może wywołać efekt domina prowadzący do poważniejszych uszkodzeń.
Co można było zrobić inaczej?
Prewencja pierwotna:
- Prawidłowy montaż prowadników przewodów
- Regularne przeglądy stanu okablowania (szczególnie w ruchomych częściach)
Prewencja wtórna:
- Natychmiastowa reakcja na pierwsze objawy problemów z bazowaniem
- Wyłączenie maszyny zamiast wielokrotnych prób bazowania
- Szybkie wezwanie serwisu przy nietypowych komunikatach błędów
Rekomendacje dla operatorów maszyn
🚨 Czerwone flagi wymagające natychmiastowej reakcji:
- Problemy z bazowaniem osi (powtarzające się błędy)
- Nietypowe dźwięki podczas ruchu osi
- Komunikaty przeciążenia napędów
- Widoczne uszkodzenia przewodów lub prowadników
- Nagłe zmiany w zachowaniu maszyny
Złota zasada: Gdy maszyna zachowuje się nietypowo – zatrzymaj i zadzwoń do serwisu. Koszt wizyty diagnostycznej jest zawsze niższy niż koszt poważniejszej awarii.
---Kluczowe lekcje z tego case study
1. Efekt domina w awariach przemysłowych
Mała usterka (zerwany przewód za ~500 zł) doprowadziła do uszkodzenia serwosilnika (koszt ~5000-6000 zł). Proporcja kosztów: 1:10.
2. Szybka diagnostyka = niższe straty
Im szybciej zidentyfikujesz problem, tym mniejsza szansa na uszkodzenia wtórne.
3. Pragmatyczne rozwiązania w kryzysie
Brak idealnych części nie oznacza 3 tygodni przestoju. Nasze rozwiązanie pozwoliło wrócić do produkcji w 3 dni.
4. Prewencja to oszczędność
Regularne przeglądy i obsługa prewentywna to najlepsza inwestycja w ciągłość produkcji.
Potrzebujesz pomocy z awarią maszyny?
Specjalizujemy się w szybkiej diagnostyce i naprawie maszyn przemysłowych. Oferujemy:
- 🔧 Pogotowie techniczne 24/7 – reagujemy natychmiast
- 🔍 Diagnostyka awarii – identyfikujemy przyczyny źródłowe
- ⚡ Szybkie naprawy – minimalizujemy przestoje produkcji
- 🛠️ Wymiana i modernizacja napędów – wszystkie marki (Delta, Panasonic, Siemens, Mitsubishi)
- 📋 Przeglądy prewencyjne – zapobiegamy awariom zanim wystąpią
Masz problem z maszyną? Nie czekaj aż mała usterka przerodzi się w poważną awarię. Zadzwoń na pogotowie 24/7 lub skontaktuj się z nami – pomożemy przywrócić Twoją produkcję.
---* Case study przedstawia rzeczywisty przypadek naprawy przeprowadzonej przez MALLET Engineering. Dane techniczne zostały zachowane, nazwy firm i lokalizacje nie są zamieszczane w celu ochrony prywatności klienta.